13年专注中小型钢结构工程
设计/制作/安装/施工/维护一站式服务

 全国免费服务热线
全国免费服务热线
13192007378
13192007378

中赛钢结构客服微信

设计/制作/安装/施工/维护一站式服务
全国免费服务热线
中赛钢结构客服微信

news
Contact us
电话:
手机:13192007378
传真:
邮箱:13192007378@163.com
地址:中国 广东 东莞市常平镇公信路1号
全国免费服务热线
发布时间:2018-03-19
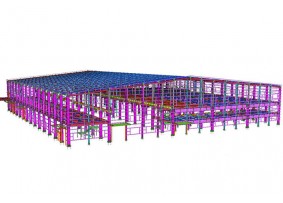
点击:钢结构厂房焊接施工流程。厂房焊接可以分为焊接和非焊接两种方式进行结构拼装,非焊接方式是采取螺栓或是铆接的方式进行框架结构的拼装,焊接自然是采取不同的方式进行钢结构厂房框架结构的连接,焊接的方式虽非常的方便但是相对应的焊接质量不到标会影响整体结构连接质量。

钢结构厂房焊接的一般顺序为:焊前检查→预热除锈→装焊垫板和引弧板→焊接→检验。焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应清除干净。预热:焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。重新检查预热温度,如温度不够应重新加热,使之符合要求。装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。

焊接第一层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须清除焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。

钢结构厂房的焊接流程和施工环境上述都有详细的说明,在焊接时也应根据实际的情况进行,制定专项的施工方案,确保厂房结构连接质量,必要的时候应进行焊缝的探伤处理,检查相关的节点部位连接质量,焊接的各项部位检查好相关的质量符合规范要求,可以等待相关专业的人员进行焊接的验收,确保结构的焊接质量符合实际需求。

东莞市中赛钢结构装饰工程有限公司承接钢结构厂房,连廊,阁楼,雨棚,楼梯,厂房改造翻新,钢结构园林景观,基础土建装修等各项工程。中赛十三年专注工程企业钢结构工程,建筑装修工程,是集钢结构设计,制作,安装,施工,维护一站式服务;专业的施工安装队伍可为钢结构工程安装提供质量保障,完整售前售后服务为工程后期使用过程中出现的问题提供维修服务,配备的相关体系和方案设计,为建造高质量钢结构工程提供保障。
(文章来源于专注钢结构厂房工程建造施工的东莞中赛钢结构工程有限公司
(www.dgzsgjg.com)转载请注明出处)
版权所有:东莞中赛钢结构有限公司-专业定制钢结构厂房13年
电话: 手机:13192007378
传真: 邮箱:13192007378@163.com
地址:中国 广东 东莞市常平镇公信路1号
技术支持: 广州网络推广


 公司新闻
公司新闻